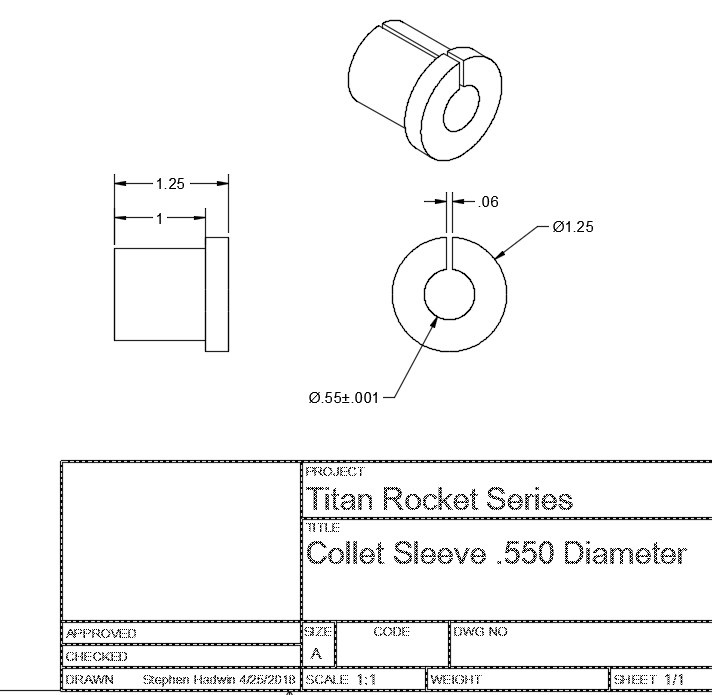
Seeking ideas and suggestions for fixture or work holding the 2nd Op routines for the Rocket Series. I have two ST-20 lathes, one with a Collet chuck and the other with a 3 jaw chuck. I am thinking I might dedicate the Collet chuck for all 1st Op Rocket parts and use the other lathe for 2nd Ops. I made a sleeve with a 1" OD and .550 ID, about 1 -1/4" long, having a 1/16" slot cut thru from OD to ID. Position the slot between jaws of the 3 jaw chuck and clamp. This holds the .550 barrel of the 85L part really well.
Seeking solutions or recommendations or best practices for work holding the 7 parts that require a 2nd Op.
2 Likes
Hello, Stephen!
Personally, I think the easiest way to hold it would be to use the 3 jaw chuck for OP A using a single set of 1 inch or hard jaws for the entire series, then use the collet chuck for OP B with an adjustable stop in the collet. I used 5c collets, I think I only needed 3 sizes and just adjusted the stop as needed.
-Tyson
3 Likes
Here is how I will attempt based on accessories I have. Subject to change
1st Operations using Royal 1" collet chuck and barfeed (all parts)
2nd Operations using three-jaw chuck sized to hold 1" barstock ( I plan on having this machine tooled up to do 1st Ops also)
84L - 1" diameter x 1.5" long AL with 3/8-16 tapped hole (face nib off end only)
85L - 1.250 diameter bar, OAL 1.5" lg, AL with 1" turned diameter x 1.25" lg, having .553 ID thru, adding 1/16 slot thru to allow compression
86L - Not required
87L - 1.250 diameter bar, OAL 1.5" lg, steel with 1" turned diameter x 1.25" lg, having .953 ID thru, adding 1/16 slot thru to allow compression
88L - 1" diameter x 1.5" long steel with 3/8-16 tapped hole (drill and tap hole)
89L - 1.250 diameter bar, OAL 1.5" lg, steel with 1" turned diameter x 1.25" lg, having .953 ID thru, adding 1/16 slot thru to allow compression
90L - 1.250 diameter bar, OAL 1.5" lg, steel with 1" turned diameter x 1.25" lg, having .953 ID thru, adding 1/16 slot thru to allow compression
91L - 1.250 diameter bar, OAL 1.5" lg, AL with 1" turned diameter x 1.25" lg, having .503 ID thru, adding 1/16 slot thru to allow compression
92L - Not required
93L - 1.250 diameter bar, OAL 1.5" lg, steel with 1" turned diameter x 1.25" lg, having .953 ID thru, adding 1/16 slot thru to allow compression
I will make the .953 ID thru sleeve out of steel.
I will probably opt to use a 5C collet holder (with outside Hex) to machine and hold the parts using a 15/16 5C collet and stop as Tyson recommended. I will try using the steel sleeve, but concerned a 1/32 wall in steel is too weak to clamp and hold part accurately.
3 Likes
I would make a spud that you can clap in the three jaw that has the same thread male end sticking out of the chuck.
1st op is face, drill, thread, turn OD to one common size over the largest OD needed by at .100 a side, part off each at the needed lengths.
2nd op screw turned individual pieces on to spud and machine the entire rest of the part in this setup.
So 2nd op screw work-piece to spud, indicate in if less than .100 inch per side or .200 over the OD is not available. proceed to machine part with out any need to stop until complete. best set-up to make the nose cone.
1 Like
sorry two spuds male and female.
also remember to program your spindle it the correct directions to keep the part “tightening itself” to the spud
1 Like
This year I was happy with my 2nd Op setups, not only allowing me to quickly change from 1st Op programs to 2nd Op programs, but repeatability was unexpectedly awesome. I did have to make some investments, adding a collect chuck having a 1" collet and a 1-1/2" collet, adding two ER Collets with 1-1/2 shanks, one being an ER-32 and the other an ER-40 with a 61/64" collet. Using the ER collets allowed me to quickly change to any 2nd Op in 5 minutes or less. I had a G5X work coordinate for each setup. I am sharing and welcoming any opportunities. Thanks @TysonGilroy for suggestion to use collets.
Rocket 2nd OP example.pdf (3.9 MB)
to improve.
I have Royal 3J collets. I use a 1.00 for Op1 then swap to 61/64 collet with stop for op2. Stop needs repositioning for each part but its fairly quick. I encourage them to bring in the 3J collet in the Cadcam side to visualize the setup as we are working close to collet.
I am thinking about your quick changer system for op2
1 Like
@EdDoherty1 No kidding, I could run any Rocket part 1st Op or 2nd Op with this method. The Hainbach collet chuck provided me .0005" repeatability on Z when I changed from the 1" collet to the 1-1/2" collet. Using the back of the ER collet holders, butting against the face of the collet I still maintained .001" repeatability. So using the different WCS for specific operations, all I had to do was the collet changes and pull up the right program. I used T1212 for 3/8 tap and T1222 for 1/2 tap… Removing and replacing the taps was the most time sensitive aspect and this tool less than a minute. I used the Stop-Loc for all 1st Ops, same length for all parts.

BTW I added a M19 right before the M30 for all 2nd Ops. This provided enough spindle lock to use the ER wrenches to break loose and re-tighten the collets. You change part, the press cycle start twice and next part is cutting chips.
