I drill alot of A2 now and these HSS drills just aren’t cutting it. Should I go with Solid Carbide Drills?
My feeds and speeds are off the 300 method “Old School”
Say 11/32 Drill
300/.343= 875
So i run it at
875RPM
Feed 3.0
pecking .03-.05 with coolant
This is putting my SFM at 78 and from what i found is on the low side
FPR is 0.00342 just for added measure
Any leads would help
1 Like
Using carbide drills can definitely help you out! Generically speaking, for a carbide drill in A2 Hardened (you didn’t say what material condition the A2 is), you would be looking at 1405 RPM’s, and feeding at 7.727 ipm, with a .05 peck and coolant. Your SFM is 126, a 38% improvement, and your feed is 2.575 times as fast! Now there are many drills out there, and many manufactures have their own recommended feeds and speeds that could exceed that.
Also consider that if you treat your drills right, with the right speeds and feeds, you are also going to be looking as much better tool life as well!
Hope this helps!
Shawn
1 Like
Well it work hardened on me is what happen drill got dull been using it quite a bit lately. As far as the A2 it was straight off the saw. I do the heat treating after machining the details and before wire. I ordered a carbide tipped drill , but will be having a conversation with my boss about swapping the drills I use a ton on all these Tool Steels will need to go to Carbide. I have slowly been showing them that buying better tooling, the right coolant, and such does the company better in the long run.
2 Likes
You are going way to fast more like 50 SFM I am not home now but I will fallow up on this later.
1 Like
Yeah I will take all information so i can make the drills last longer. Just weird its only one Drill that burnt up out of 9 drills
2 Likes
Hi, using Carbide Drills should be the right way. Centrebore for your drill with 142 degrees at a depth of 0.5mm and then start with your carbide drill. Take the whole depth of cut in once. I normally go with 60meters/minute as cuttingspeed and somewhere at 0.08-0.10 mm/rev as feedrate. Take care of using inner cooling for the drilling to get maximum toollife and best chipbreaking control and chipremoval. I am sorry for bad english, I am not a native speaker.
4 Likes
Call your distrubitor that carries dormer. There are way too many variables that need to be addressed. Their tools are affordable and work well and they will guarantee them. They can also look at your application and recommend the right tool for the job. The term carbide drill is way too generic in this day and age as there are so many geometries and coatings etc. Hope that helps.
2 Likes
Cobalt with a 135 deg. Tip is pretty good but nothing like solid carbide. TSC would be the most ideal situation. If you find the material is work hardening, lower your speed and raise the feed.
4 Likes
Thanks for all the information I’m gonna utilize what i have gathered as a whole. The drills we use are repetitive on these blocks so maybe talk my boss into at least go carbide on those. Also will adjust my Feeds and Speeds
2 Likes
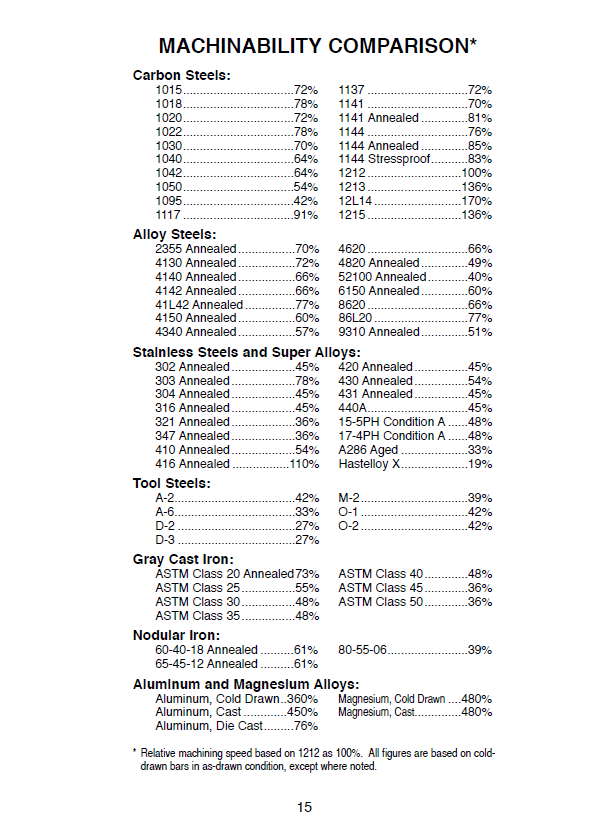
This was out of an old Carr-Lane Trigonometry book.
3 Likes
I’ve seen information like this from material suppliers. Seems a little confusing to me because it doesn’t give a baseline surface feet for the 1212. Am I missing something?
1 Like
I guess us old guys always understood the baseline to be 100 SFM with HSS cutting tool. So if you used carbide, your SFM would be 300…
2 Likes
I drill a lot of A2 (prior to heat treat ; annealled) . To use your example of 11/32 drill size,
If I had to use a HSS drill, I’d use a drill w/ 135° point 560 rpm (~50 SFM) 2.1 ipm
Up to 1" depth I would drill in one shot. Deepr than 1", I would slow the rpm & feedrate by 5% to 6% AND take 1xD pecks (0.344) peck.
With a 135° Cobalt drill bit I’d run 645 rpm (~58 SFM) 2.4 ipm for up to 1" deep. Same 5% to 6% reduced F&S and pecking 0.344" for over 1" deep.
I prefer carbide drills. I would run at 1750 rpm (~158 SFM) 9.5 ipm one shot, no pecks up to 5 x D depth
3 Likes
@Tom-AMS
Thanks for such a detailed breakdown. Defiantly could change my peck depth. I’m gonna work on getting carbide drills for the common ones I use in every Die Block that I make at least.
@StephenHadwin
I actually had a seasoned Machinist show me the 300 method. I utilize it when I’m not 100% sure on a material to give me a baseline to start from. Since it had been a while with A2 I showed another guy this method.
2 Likes
also meant to thank @Rumpelstiltskin for shooting over the pics of the book while on vacation defiantly a guy that loves this trade and helping others.
1 Like

