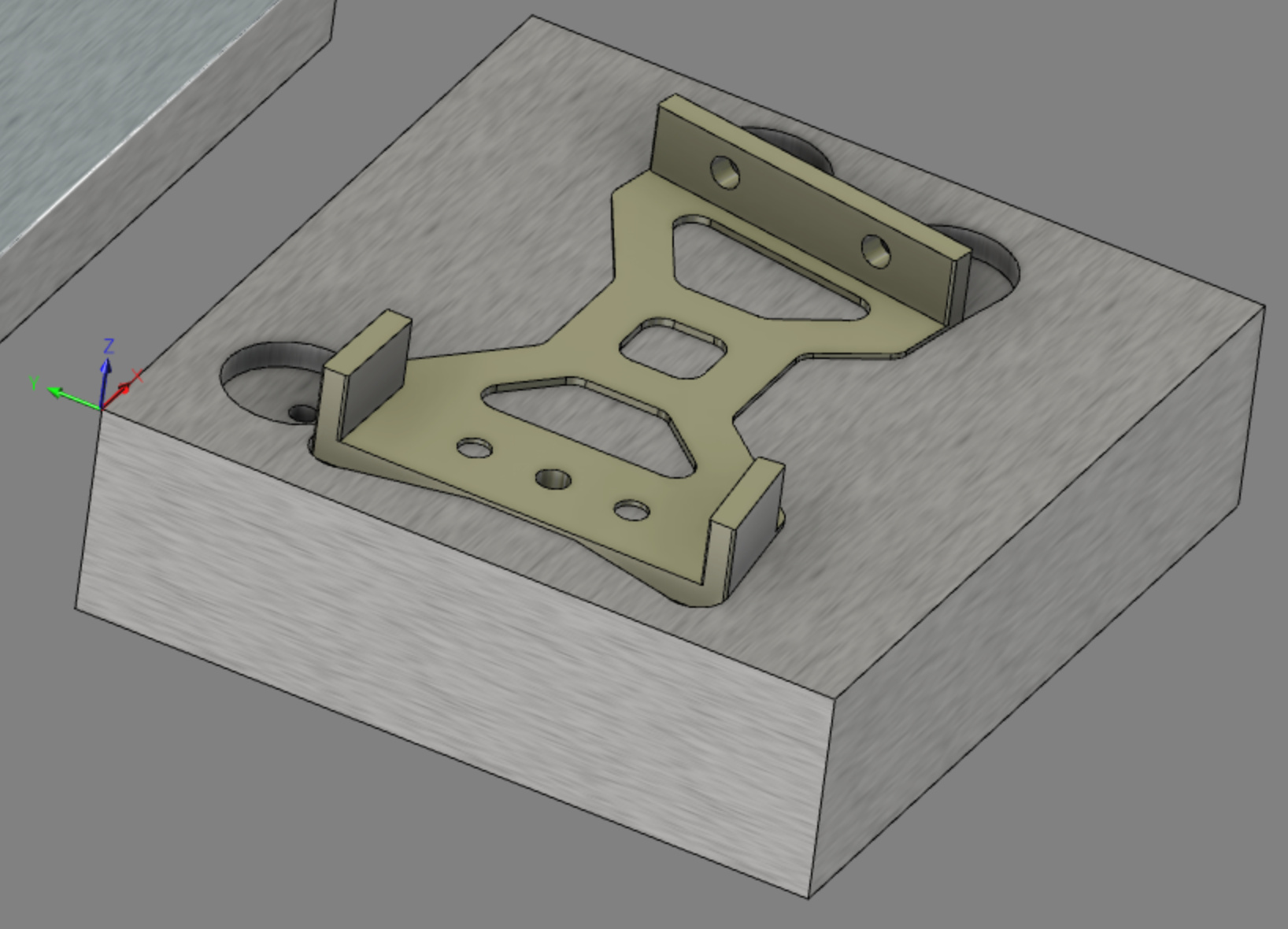
The part is about 80mm x 110mm x 19mm from a 20mm stock flat bar.
I machine the bottom first and go down the sides 15mm
I then flip the part into a fixture and locate off the corner of the fixture.
When doing the rest of the sides I get a little shift and a thin line on the edge.
Is there a better way to do this? When I get it right I want to make a larger fixture pallet for production
Are you sure it is shifting while you are machining?
Do you probe it after flipping?
One thought does come to mind. It looks like you have pockets for a mite bite or something similar. We have experienced part flex with those.
I know not much help but just some thoughts
I am not thinking so much the uneven pressure but maybe its bowing on you? It looks pretty thin.
It might be you just need a different style clamp. They have good customer support, might be worth a call.
Hello, @BjarteLunde! Perhaps you will find an answer in our latest educational series: The Art of Fixturing. In the series we cover many advanced workholding techniques that provide you with greater insight into fixture design and application.
Hi, @russell! I’ve seen the series, but what you don’t talk about is the thought behind how to design the fixture. All you talk about is how to program and machine it.
@BjarteLunde I am curious if you were to use the top hat method. Machining the hole part using stock thicker than needed then make a fixture letting those legs go down into it. Then you would only have to cut the extra off the back.