From what I have seen, the post processing for CAM inside of Fusion is manufacturer specific to certain machines. There is not a generic processor to write a CNC code.
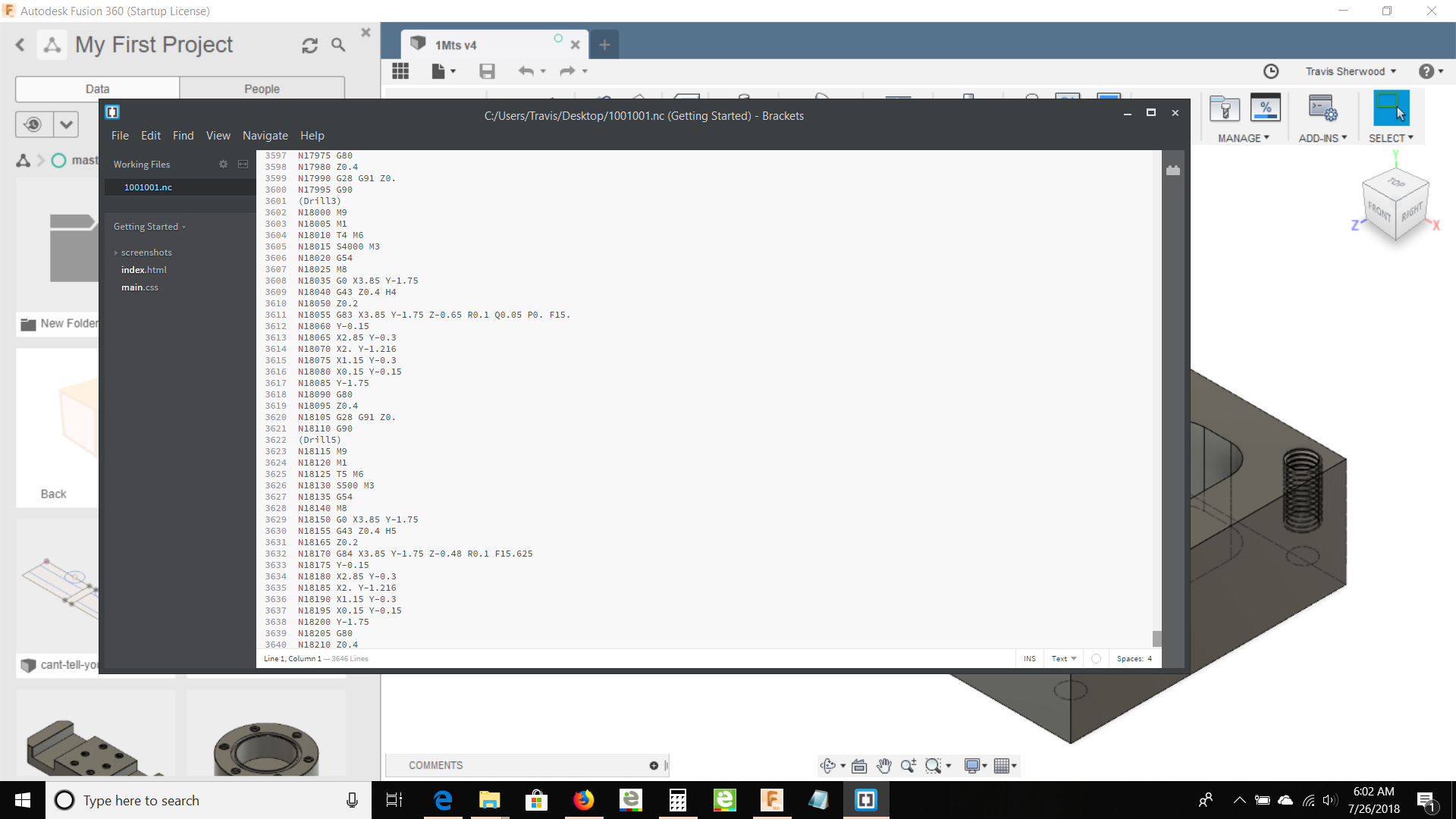
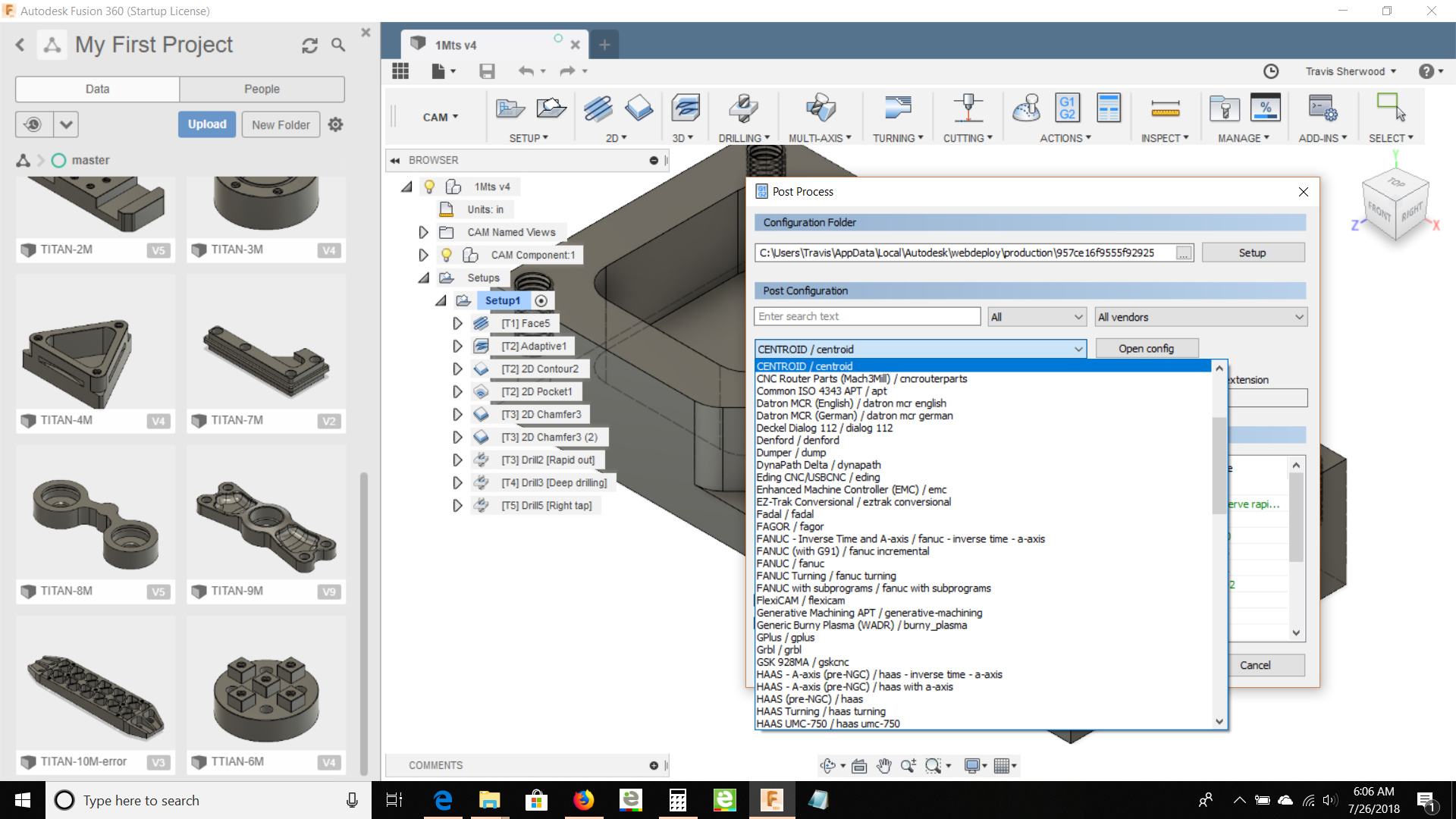
When it comes to HAAS there only seems to be two choices, those being UNC-750 (which is a 5-axis machine) and PRE-NGC for which the NGC seems to stand for Nothing but Garbage Code because it spit out a 3600+ line code when I selected it for my Titan-1M part.
The only other two that I have found so far are HAAS Turning (which I assume is for Lathe) and HAAS Next Generation (which I assume refers to the new user panel)
#1 - Where are the rest of the CPS file downloads?
#2 - Which one do I need to use for the building block Mill series parts?
My model is golden, my simulation is golden, but the code is ???
This is of course on top of learning how to write the code MANUALLY myself which is a baby nightmare so far.
1 Like
Bill,
As far as I can tell there is a list of post on the post page see pitcher.
FYI it takes 3600 lines of code to make the 1M.
1 Like
Fanuc 3axis mill and 2 axis lathe is probably the most generic machine post. If you are not posting to actually run a part, then you could try those. I don’t recall the number of lines for the Titan 1M, but using the 3D adaptive and the 2D adaptive pocket generates a ton of code.
2 Likes
Pre-NGC is the Pre New Generation Control panel. Haas controls had the original black screen control, blue screen (about 2013) control and now the New Generation control that allows images and such to be available to the operator(plus other nice features)
2 Likes
The amount of code is not because the POST is failing its because, You need to study how to filter you G-code.
SMOOTHING/TOLERANCE.
This should help a ton!
https://forums.autodesk.com/t5/fusion-360-computer-aided/understanding-smoothing/td-p/6636189
2 Likes
@Titan
Do your boys use Tolerance/smoothing in your shop?
If I ran that post on a few of our machines haha they might send smoke out the back of the control.
Whats a great pairing of tolerance/smoothing to lower the block count of my POST?
Especially when only roughing?
1 Like
Unless I am not pointing to the correct folder, I do not have any post processors in my Fusion
Only the two that I found a download for.
2 Likes
The shop where our user group is has the Next Gen Controller on their machines
Would using the UNC-750 not work?
Won’t it just ignore the A & B axis if there is no operation on them?
2 Likes
Using the UMC-750 might generate some G&M codes not used in a conventional 3 axis VMC. Regarding other posts for Fusion, when you installed, it should have included a whole host of other posts. You might check to see if you have other folder to chose from. If not, you can go to Fusion and add a myriad of posts and custom posts. 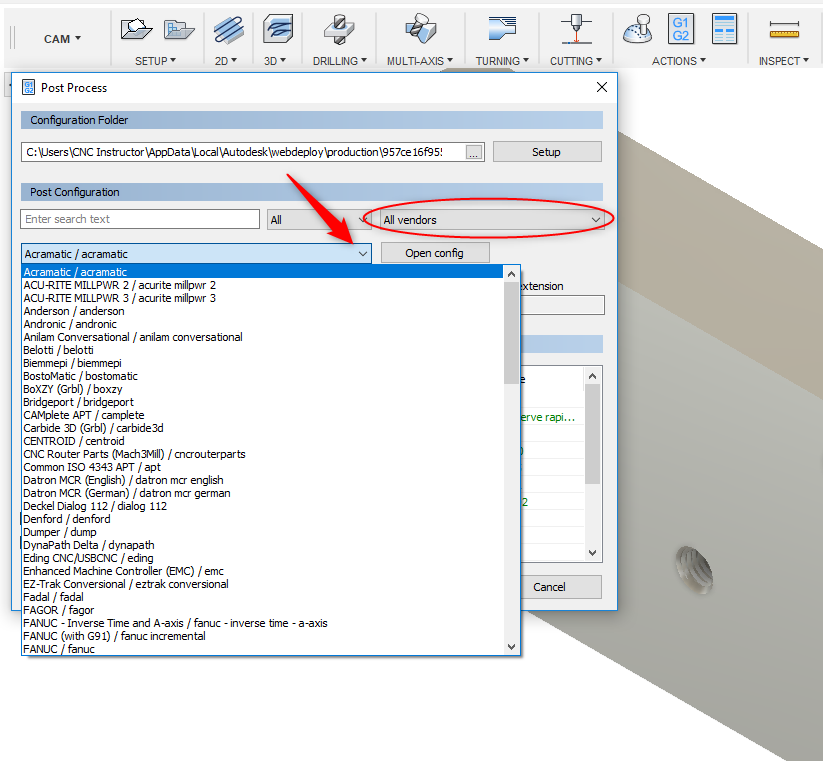
2 Likes
At first I thought something was drastically wrong, but I learned in our user group last night that the thousands of X & Y line items (blocks) are coming from the Adaptic moves of an end mill. Whew.
On to programming Titan-2M then until I get a chance to run Titan-1M in a couple weeks.
1 Like
Your G-code should never be like that 3600 lines isn’t the issue, the issue is those 3600 lines probably have a ton of unneeded moves/steps for the machine to react to. You G-code has too too many dots for the line to follow.
I suggest you read this link and bring it up in your group. Your parts will come out nicer and faster! The machine will be able to read ahead and interpolate much smoother. Trust me the Fancy 5-axis videos you see with the head table just dancing away so smoothly is because of this TOOL.
I’m assuming you are learning to eventually make money right. Once you start working your not gonna have the pleasure of new gen controls or heck even controls with 8mb memory haha.
So if you don’t filter you G-code. you can CRASH some older machines, and no is happy. lol
This will bring up good discussion in class for you.
https://forums.autodesk.com/t5/fusion-360-computer-aided/understanding-smoothing/td-p/6636189
3 Likes


